1. Резьбовые стержни из оксида алюминия выдерживают чрезвычайно высокие температуры.
2. Алюминиевые резьбовые стержни обладают впечатляющей твердостью и механической прочностью.
3. Резьбовые стержни из оксида алюминия обладают высокой коррозионной стойкостью и химической активностью.
4. Резьбовой стержень из оксида алюминия сохраняет стойкость к износу при шлифовании.
5. Большой запас и быстрая доставка.
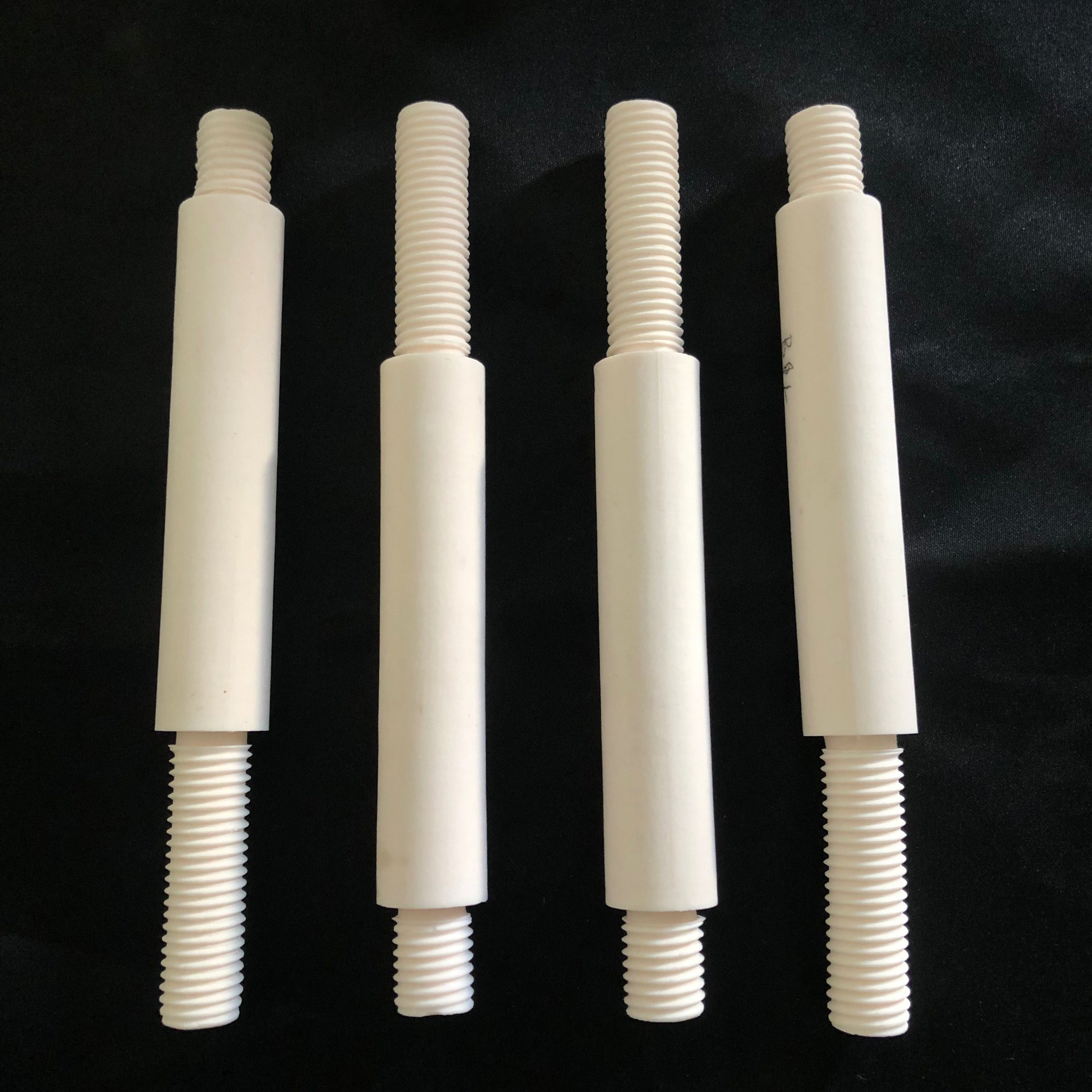
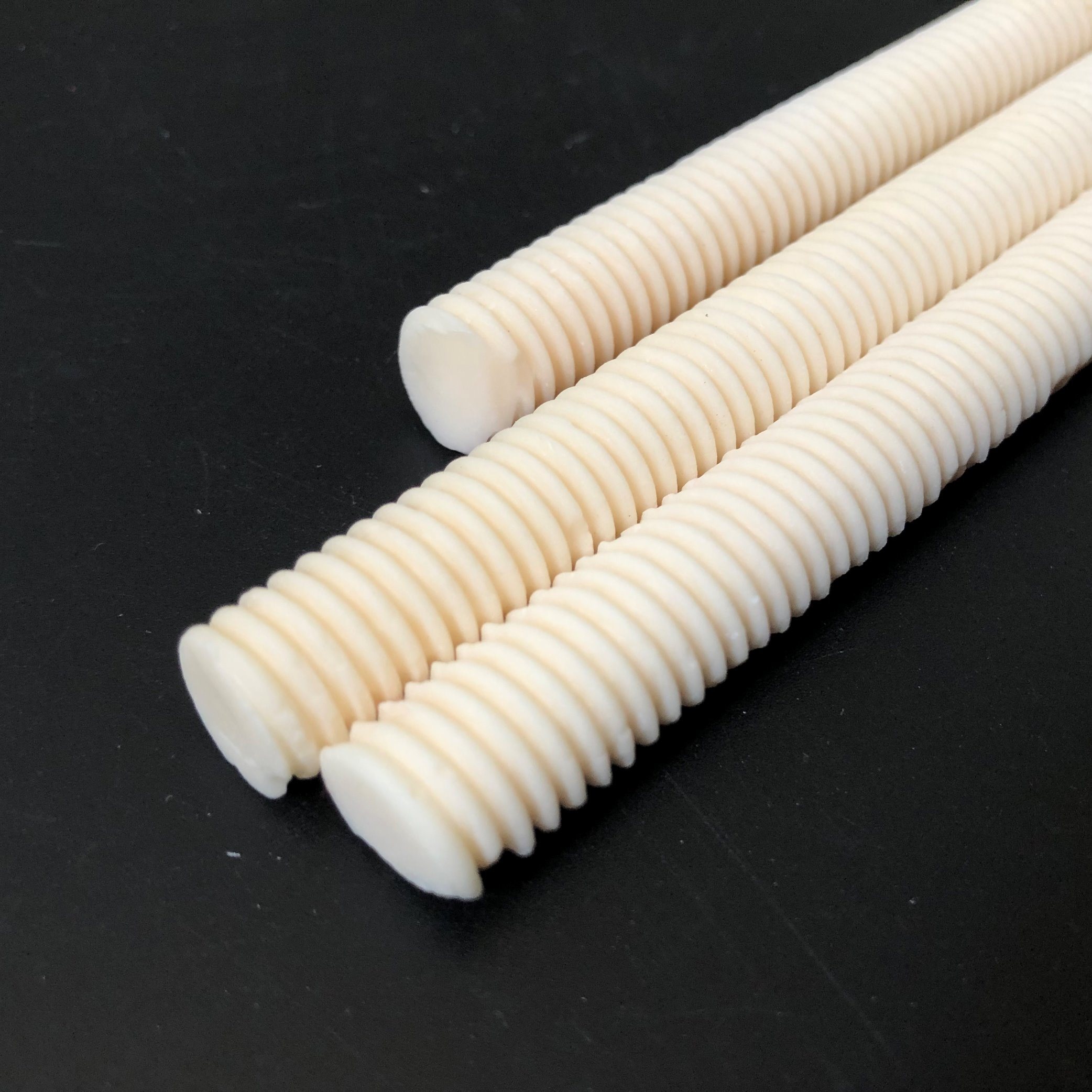
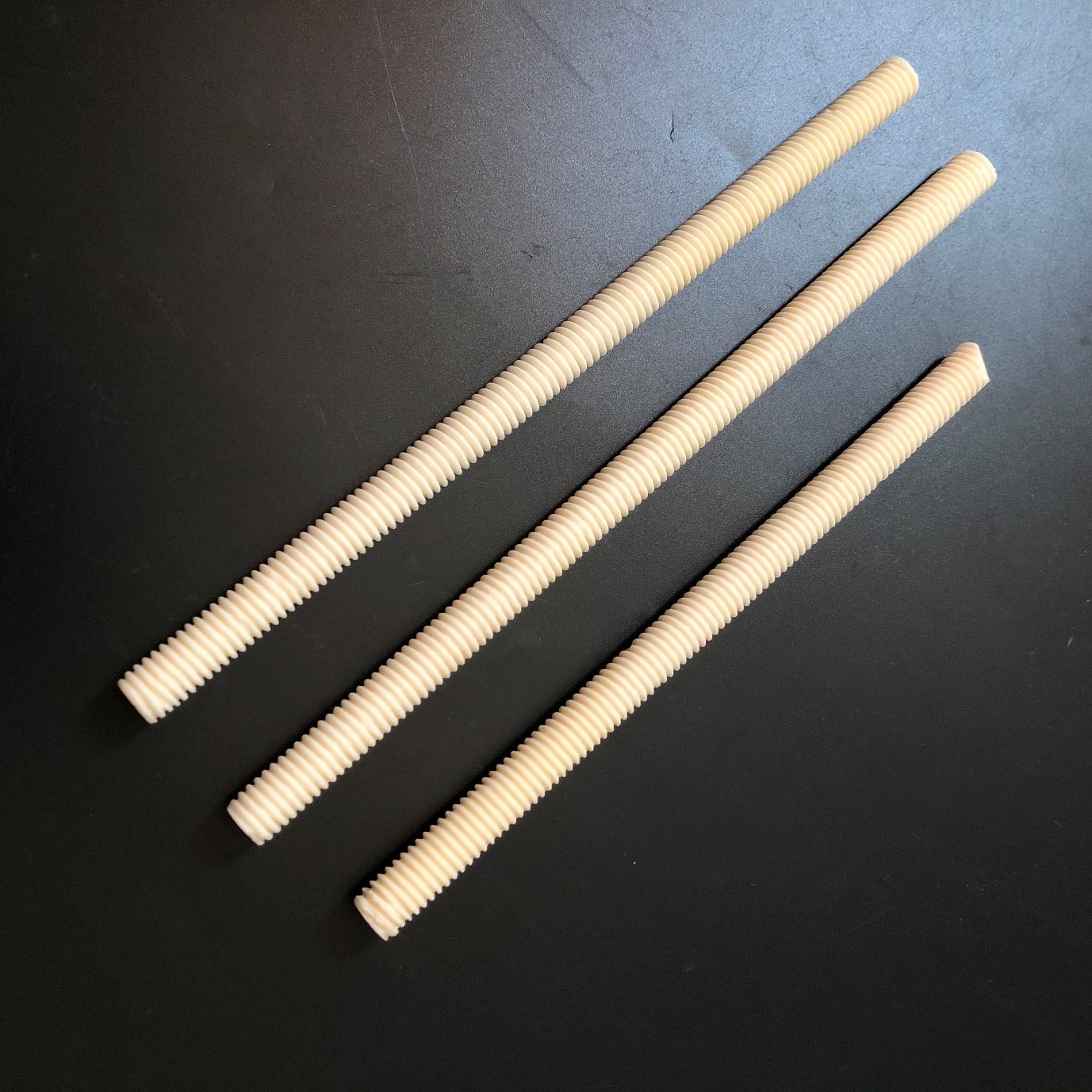
Преимущества резьбового стержня из оксида алюминия
Оксид алюминия имеет чрезвычайно высокую температуру плавления, что позволяетстержни с резьбой из оксида алюминиядля поддержания стабильной физической формы и механических свойств в условиях высоких температур. Его превосходная химическая инертность гарантирует, чтостержни с резьбой из оксида алюминияне подвержены воздействию влаги и соляного тумана, всегда сохраняя хорошие рабочие условия.Алюминиевые резьбовые стержниможет выдерживать высокочастотное и интенсивное трение, сохраняя точные размеры резьбы и хорошие характеристики соединения после длительного использования.
Применение стержней с резьбой из оксида алюминия
1.В высокотемпературных печах и другом оборудовании,стержни с резьбой из оксида алюминияможет стабильно работать в течение длительного времени в условиях высоких температур свыше 1200 ℃.
2. В морской среде или влажной промышленной среде обычные металлические резьбовые стержни чрезвычайно подвержены ржавлению, в то время какстержни с резьбой из оксида алюминияне подвержены воздействию влаги и соляного тумана и всегда сохраняют хорошее рабочее состояние.
3. В таких случаях, как механическая обработка и текстильное оборудование, где требуется частое трение и вращение,стержни с резьбой из оксида алюминияможет выдерживать высокочастотное и высокоинтенсивное трение.
4. В условиях высокочастотного электрического поля диэлектрические потеристержни с резьбой из оксида алюминиячрезвычайно низок. Он не повлияет на производительность оборудования из-за избыточного тепла, выделяемого диэлектрическими потерями, обеспечивая стабильную работу электрической системы.
Размер,Pиндекс производительности
Круглые стержни из оксида алюминия Таблица спецификаций
Число
Диаметр
ДЛИНА ММ
Число
Диаметр
ДЛИНА ММ
ДЮЙМ
ММ
ДЮЙМ
ММ
1
0,031
0,79
≤1250
25
0.630
16
≤1500
2
0,039
1
26
0,669
17
3
0,059
1.5
27
0,688
17.5
4
0,062
1.58
28
0,748
19
5
0,079
2
≤1500
29
0.750
19.05
6
0.100
2.5
30
0,787
20
7
0,118
3
≤1750
31
0,827
21
8
0,125
3.18
32
0,866
22
9
0,157
4
33
0,906
23
10
0,187
4.75
34
0,945
24
11
0.197
5
35
0,984
25
12
0,236
6
36
1.000
25.4
13
0.250
6.35
37
1.063
27
≤1250
14
0,276
7
38
1.126
28.6
15
0,312
7.92
39
1.181
30
≤800
16
0,315
8
40
1.250
31.75
17
0.333
8.47
41
1.378
35
18
0,375
9.53
42
1.500
38.1
19
0,394
10
43
1.575
40
20
0,433
11
44
1.654
42
21
0,472
12
45
1.750
44.45
≤500
22
0.500
12.7
46
1.875
47.6
23
0,551
14
≤1500
47
1.969
50
≤300
24
0,591
15
48
2.000
50.8
Индекс производительности алюмооксидной керамики (уведомление о правильной скорости утечки)
НЕТ.
Свойство
Единица
Глинозем
1
Эл2ТО3
%
ссшшш99.3
2
Нет.2
%
—
3
Плотность
г/см3
3.88
4
Поглощение воды
%
0.01
5
Прочность на сжатие
МПа
2300
6
Скорость утечки при 20℃
Торр・л/сек
ссшшш10-11=1,33322×10-12Хорошо・м3/сек
7
Скручивание при высокой температуре
мм
0,2 допускается при 1600℃
8
Склеивание при высокой температуре
не склеивается при 1600℃
9
Коэффициент теплового расширения 20—1000℃
мм.10-6/℃.м
8.2
10
Теплопроводность
Вт/мк
25
11
Прочность электрической изоляции
КВ/мм
20
12
20℃постоянный ток
сопротивление изоляции
Ом/см
1014
13
Высокая температура
сопротивление изоляции
1000℃ МОм
≥0,08
1300℃ МОм
≥0,02
14
Устойчивость к термическому удару
4 раза не треснул при 1550℃
15
Максимальная рабочая температура
℃
1800
16
Твёрдость
Мооса
9
17
Прочность на изгиб
МПа
350
Состав таблицы
ИМЯ
СОДЕРЖАНИЕ(%)
Эл2О3
99-99.3(99.5)
SiO2
0,3-0,5
СаО+МгО
0,2-0,3
К2O+Na2O
0,2-0,35
Fe2O3
<0,1
ДРУГОЙ
<0,05
Стандарты проверки качества
1. Визуальный осмотр стержня на предмет наличия повреждений или неровностей.
2. Измерение длины, ширины и толщины стержня для проверки точности.
3. Проверка штока на наличие утечек или дефектов в виде точечных отверстий.
4. Проверка материала и химического состава стержня.
Фабрика Еоборудование
Формование методом шликерного литья: Впрысните приготовленную суспензию в гипсовую форму и дайте ей постоять некоторое время, чтобы гипсовая форма впитала влагу. Суспензия образует однородное тело на внутренней стенке формы.
Литье под давлением: в металлическую форму впрыскивают суспензию, содержащую парафин, при определенной температуре и давлении, а после того, как корпус остынет и затвердеет, выполняют распалубку для получения керамических корпусов.
Формование методом экструзии: подходит для изделий в форме длинных трубок, порошок выдавливается в форму через экструдер.
Часто задаваемые вопросы
В1: Вы торговая компания или производитель?
A1: Мы являемся фабрикой.
В2: Каковы сроки доставки?
A2: Обычно это 5-10 дней, если товар есть на складе. Или это 15-30 дней, если товара нет на складе, это в зависимости от количество.
В3: Предоставляете ли вы образцы? Это бесплатно или за дополнительную плату?
A3: Да, мы могли бы предложить небольшой образец бесплатно, но не оплачиваем стоимость доставки.
Сертификаты
Обратная связь
1. Если у вас возникли какие-либо вопросы, свяжитесь с нами, и мы свяжемся с вами как можно скорее.
2. Если у вас остались какие-либо вопросы, пожалуйста, оставьте нам отзыв, чтобы мы могли сделать наш сервис еще лучше.