


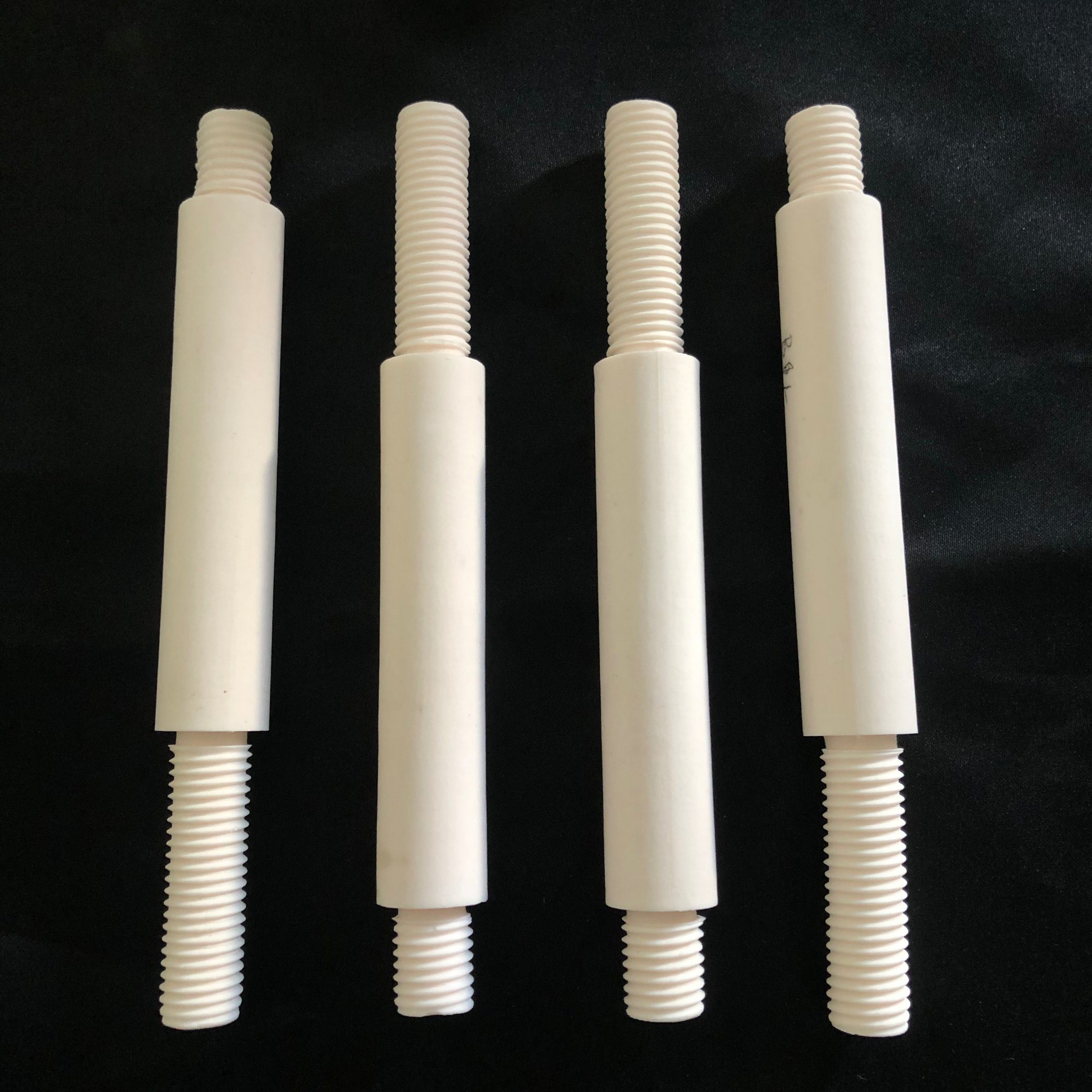
Крепежные элементы из оксида алюминия/Промышленные крепежные элементы

Свойства крепежных элементов из оксида алюминия
Главное преимуществокрепежные элементы из оксида алюминия и керамикиГлавное преимущество крупных машин заключается в их способности обеспечивать долговременную надежность и стабильность, недостижимые для металлов в экстремальных или особых условиях, таких как высокие температуры, коррозия, износ и изоляция.
Применение крепежных элементов из оксида алюминия
1. Электронная промышленность:Крепежные элементы из оксида алюминияИспользуются изоляционные винты, электронное оборудование и т. д.
2. Индустрия медицинских изделий:Крепежные элементы из оксида алюминияИспользуется для производства изоляционного, немагнитного, экологически чистого и помехоустойчивого медицинского оборудования.
3. Судоходная отрасль:Крепежные элементы из оксида алюминияИспользуется для производства кислото-, щелоче- и коррозионностойкого судового оборудования.
4. Аэрокосмическая промышленность:Крепежные элементы из оксида алюминияИспользуется для производства аэрокосмического оборудования с изоляцией, теплоизоляцией и высокой помехоустойчивостью.
5. Коммуникационная отрасль:Крепежные элементы из оксида алюминияИспользуется для производства изоляционного, немагнитного и безопасного коммуникационного оборудования.
6. Новая энергетическая отрасль:Крепежные элементы из оксида алюминияИспользуется для производства нового энергетического оборудования, устойчивого к высоким температурам, химической коррозии и способного продлить срок службы оборудования.
7. Другие отрасли промышленности: например, машиностроение и химическая промышленность и т. д., любые крепежные элементы, требующие износостойкости, коррозионной стойкости и высокой термостойкости, могут быть изготовлены из оксида алюминия.
Пиндекс производительности
Показатели эксплуатационных характеристик керамики из оксида алюминия (указание на корректность скорости утечки)
НЕТ. | Свойство | Единица | Оксид алюминия |
1 | Аль2ТЕ3 | % | >99.3 |
2 | Нет.2 | % | — |
3 | Плотность | г/см3 | 3.88 |
4 | водопоглощение | % | 0,01 |
5 | Прочность на сжатие | МПа | 2300 |
6 | скорость утечки при 20℃ | Торр・л/сек | ссшшш10-11=1.33322×10-12Хорошо・м3/сек |
7 | Скручивание при высокой температуре | мм | Допустимое отклонение 0,2 при температуре 1600℃. |
8 | Склеивание при высокой температуре | не склеивается при температуре 1600℃ | |
9 | Коэффициент теплового расширения 20–1000℃ | мм.10-6/℃.m | 8.2 |
10 | Теплопроводность | Вт/мк | 25 |
11 | Прочность электрической изоляции | КВ/мм | 20 |
12 | 20℃ постоянный ток сопротивление изоляции | Ом/см | 1014 |
13 | Высокая температура сопротивление изоляции | 1000℃ МОм | ≥0,08 |
1300℃ МОм | ≥0,02 | ||
14 | Устойчивость к термическому шоку | Четыре раза не треснуло при температуре 1550℃ | |
15 | Максимальная рабочая температура | ℃ | 1800 |
16 | Твердость | Мооса | 9 |
17 | прочность на изгиб | Мпа | 350 |
Наша фабрика

Формование методом шликерного литья: Приготовленную суспензию вводят в гипсовую форму и оставляют на некоторое время, чтобы форма впитала влагу. Суспензия образует однородное тело на внутренней стенке формы.
Литье под давлением: в металлическую форму при определенной температуре и давлении впрыскивают суспензию, содержащую парафин, а после охлаждения и затвердевания изделия извлекают его из формы для получения керамических заготовок.
Экструзионное формование: подходит для изготовления изделий в виде длинных трубок; порошок экструдируется в нужную форму с помощью экструдера.
Часто задаваемые вопросы
В1: Вы торговая компания или производитель?
А1: Мы — фабрика.
A2: Обычно срок составляет 5-10 дней, если товар есть на складе. Если товара нет на складе, срок составляет 15-30 дней, в зависимости от количества.
A3: Да, мы можем предложить небольшой образец бесплатно, но стоимость доставки оплачивает покупатель.
Формат А4: 100% предоплата. Для продукции, выпускаемой в больших объемах и с длительными сроками изготовления, способы оплаты могут быть согласованы.

Сертификаты
Компания имеет сертификаты ISO9001, SGS и немецкий сертификат DIN.


Обратная связь
1. Если у вас возникнут какие-либо вопросы,Пожалуйста, свяжитесь с нами.Мы свяжемся с вами как можно скорее.
2. Если у вас возникнут какие-либо другие вопросы, пожалуйста, также оставьте отзыв, чтобы мы могли постоянно улучшать наш сервис.
WhatsApp: +8615840403619 Email: jzyx_aluminacera@163.com


